|
BGA���Ӽ�X-ray������
���������ڵ������������ҵ�����ṩBGA���ӡ�BGA���ޡ�BGAֲ�����ʮ���ꡣͨ��BGA����̨����ȷ��BGA�������̺�X-ray���ԣ����ǿ��Ը����ṩ��Ʒ�ʺ����ܵ�BGA��·�塣
BGA��������
���ǿ��Դ���С��BGA (2mmX3mm) ������BGA(45 mm)���մ�BGA������BGA����������BGA���Ӵ������������ŷḻ�ľ��顣
BGA��������
SMT��BGAԪ����һ�ָ߶�ʪ������Ԫ��,����BGA�����ں��¸���������±���, ������װ����ǰ�ܵ�Ӱ��,BGA���뱣��Ļ����¶�Ϊ20��~25��,ʪ��ΪС��10%RH (�е���������ʩ����). BGA�����������涨ʱ��(24H)����лغ洦��,�Է�ֹ�ܳ�Ӱ�쵼�º��������½���������ܵĸı�,����������BGA���ڲ�ʪ��,���������,����BGA����������ܵ����ȳ����������Ӱ��.�濾�����¶�Ϊ125��,���ʪ�ȡ�60%RH,ʱ��4~10Сʱ.�濾��ȡ��,��Ȼ��ȴ��Сʱ����ܽ�����ҵ��
SMT��BGA���ӹ���:
���̣��Զ��Ͱ��=>�Զ�ӡ����=>SPI������=>������Ƭ��=>������Ƭ��=>������=> AOI���=>X-RAY���(BGA)
BGA����ѡ��BGAԪ���������ż���С���ʶ������ĺ�Ƚϱ���.һ������ĺ��Ϊ0.1~0.15mm�������Ŀ�����Ԫ�������������,ͨ���������������С�ں���10%��
BGAӡˢ������ӡˢʱ��ò�����Ƶ�60�Ƚ����ε�,ӡˢ��ѹ��������3~4kg�ķ�Χ��,ӡˢ���ٶȿ�����10mm/��~25mm/��֮��,BGA�����ż����С,ӡˢ�ٶ�����.ӡˢ�������ٶ�һ������Ϊ1mm/��.�����ֳ������¶ȿ�����25������,ʪ��55%RH���ҡ�
SPI�����⣺����ӡˢ֮��3D SPI�������100%���,ȷ��BGA��װǰӡˢ���á�
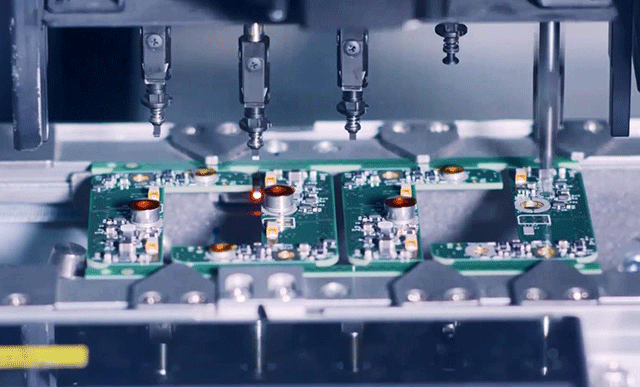
BGA��װ������������YSM20ϵ����Ƭ��ͨ�������ѧʶ��BGA,����װ��PCB��ָ����λ����,BGA��������λ,����,��ˮƽ����,����;�ж�ʱ��X-RAY���ܿ�BGAȷ����װ���á�
BGA����: a.������,���ʱ��ʹpcb������������,�̼���������Ծ,���²��ܹ���,��ֹ���ȹ�����·�����,�������¿�����3��/��,ʱ��60~90��; b. Ԥ����,��������ʼ�ӷ�,�¶���150��~180��,ʱ��60~120��,����0.3~0.5��/��.�Ա���������ַ�������; c. ������,�¶��ѳ��������۵㻯��Һ�����ſ�ʼ����, 183�����ϵ�ʱ�������60~90��,ʱ��������̶�����ɺ�������,�����¶���240~250��(��Ǧ����)ʱ���൱�ؼ�,������10~20��Ϊ���; d. ��ȴ��,���ʼ����,Ԫ�������̶�����·����,���²��ܹ������Ϊ3��/��.����ᵼ����·�����������,������BGA��������,�ر�BGA��Ȧ�����麸��
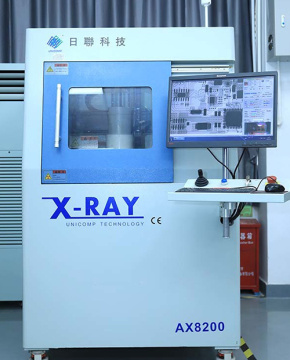
X-RAY���:������֮��BGA��X-RAY�����,ȷ�����ź����Ƿ�����,�緢�ֲ�������ǰ����������ơ�
BGA���� / ֲ��
1. BGAֲ��������
��������BGA�����ϵĺ�������ͨ������������������þƾ�������Ԫ���ϵ����㣬Ȼ��̶���ֲ�������Ϳ���������������ʵ��ߴ��ģ�壬��Уģ���뺸���£� ����ë��������ɨ��ģ���� ȷ��ÿ����������������ȡ��Ԫ����ʹ�÷����豸��ʹ���ʵ����¶Ȼ�����ֱ�������ں��̡�
2. BGAӡˢ������
��������BGA�����ϵĺ�������ͨ������������������þƾ�������Ԫ���ϵ����㣬Ȼ��̶���ֲ�������Ϳ���������������ʵ��ߴ��ģ�壬��Уģ���뺸���£� ���ùε�������ӡˢ��Ԫ�����̺�ȡ��Ԫ����ʹ�÷����豸��ʹ���ʵ����¶ȴ��������ٻغ���
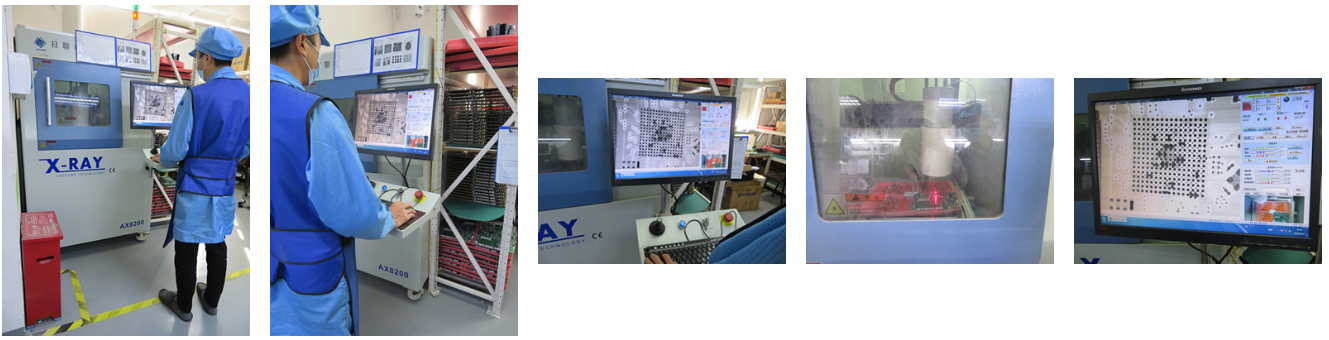
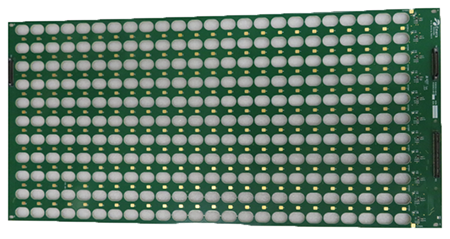
BGA����X-ray ���
����ʹ��3D X-RAY���������BGA�����п��ܷ����ĸ������⡣ͨ��X-ray�Ӽ�⣬���ǿ�����������֮�����������ڻ������ȵ����⡣ͬʱ��x-ray�豸�ܹ���ȷ����������ȷ�����ӴﵽIPC ��������Ҫ�����ǵļ�����Ա�ܹ�ͨ��X-RAY�豸�����������PCB�ڲ�������BGA�����·���麸���亸�����⡣
|